




professional aluminum 4 in 1ac/dc/ mix TIG+MMA arc STC-205AC/DC
| Share | |
|---|---|
| Categories | All products |
| Brand | TOPWELL |
| Model | STC-205AC/DC |
| Rated Input Voltage | 1PH ~110V/ 230V ±15% |
| Rated Output | 200A/18V |
| Max Open Circuit Voltage | 5.63KVA |
| Effiency | 80% |
| Warranty | 1 year warranty |
| Dimensions | 410x190x305mm |
| Weight | 25.7KG |
| Unit Price | US $ 2 / piece |
| FOB port | shanhai/ningbo |
| Terms of Payment | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| Download | |
| Update Time | Mar 14,2026 |
-
STC-205AC/DC
4-in-1: DC Pulse TIG+AC TIG+Mix TIG+Plasma Cutting
-
Application:
Metal fabrication workshops
Shipyards and offshore industry
Chemical and process industry
Mechanized welding
Car body repairs and maintenance -
Processes:
DC TIG,
AC TIG,
MIX TIG,
MMA(Stick),
Plasma cutting -
Input Power: 200-240V, 1-Phase
Rated Output at 40℃ (104℉):
TIG: 200A/18V/60%
PAC: 50A/100V/ 60%
Weight: 26kg


PULSED TIG
 Conventional Pulsed TIG
Conventional Pulsed TIG 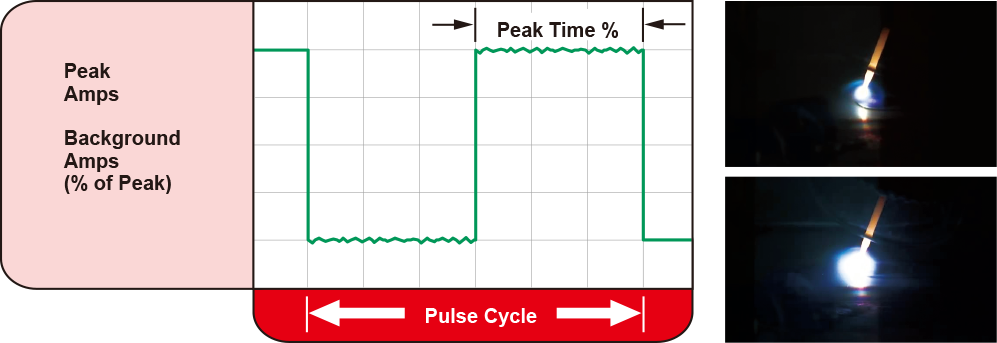
Typically from 0.2 to 10 PPS. Provides a heating and cooling effect on the weld puddle and can reduce distortion by lowering the average amperage. This heating and cooling effect also produces a distinct ripple pattern in the weld bead. The relationship between pulse frequency and travel speed determines the distance between the ripples. Slow pulsing can also be coordinated with filler metal addition and can increase overall control of the weld puddle.
 High Speed Pulsed TIG
High Speed Pulsed TIG 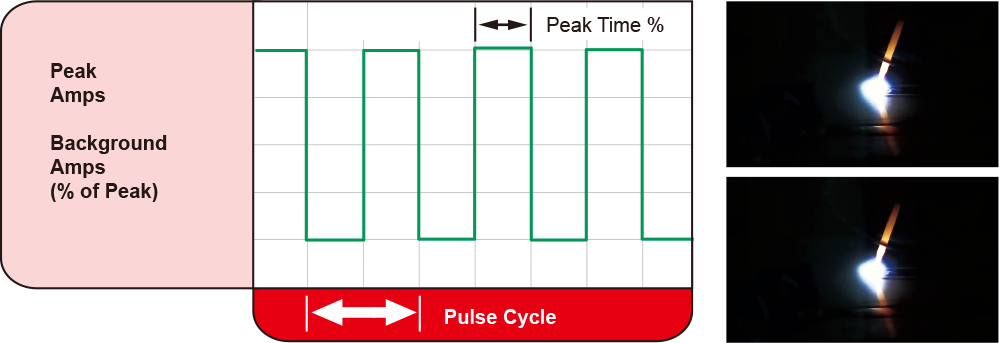
In excess of 40 PPS, Pulsed TIG becomes more audible than visible—causing increased puddle agitation for a better as-welded microstructure. Pulsing the weld current at high speeds — between a high Peak and a low Background amperage — can also constrict and focus the arc. This results in maximum arc stability, increased penetration and increased travel speeds.
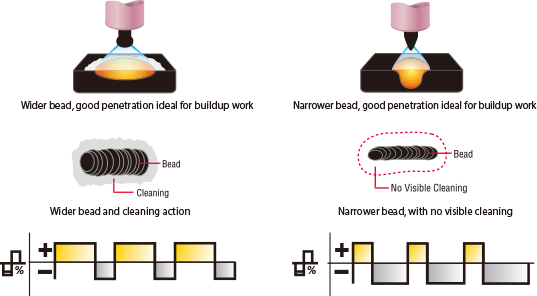
AC waveshape

Standard Square Wave

The Standard Square Wave offers fast transitions between EN and EP for a responsive, dynamic, and focused arc with better directional control. It forms a fast-freezing puddle with deep penetration and fast travel speeds.
Sine Wave

The Sine Wave a soft arc with the feel of a conventional power source. It provides good wetting action and actually sounds quieter than other waves. Its fast transition through the zero amperage point also eliminates the need for continuous high frequency.
CUTTING CAPACITY
Capacity Cutting Cut speed Recommended 10mm 500mm/min 15mm 250mm/min Severance(hand cutting) 18mm 125mm/min MIX TIG CONTROL

Features of MIX TIG:
The AC current can get a very good clearance, and DC current can get a deeper penetration.
Use the MIX TIG we can get an excellent Arc Concentration,can be carried out the excellent welding performance from thin to thick plate.
1) Nice weld appearance, deep penetration.
2) Excellet Arc Concentration..
3) Substantially reduce the electrode consumption.
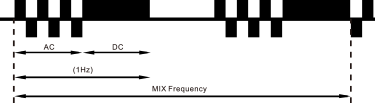
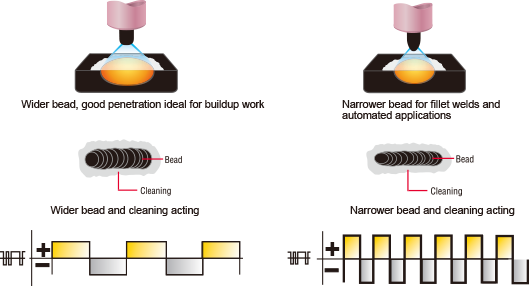
MIX TIG Frequency (Hz):
the cycle time of MIX
TIG in 1 second. Adjustable range: 0.1-10Hz.
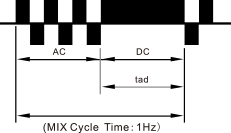
MIX TIG Balance (DC) %:
DC Balance (%) = (tad/Tmix) x 100
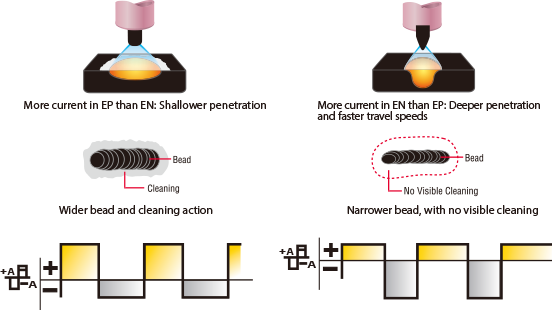
AC Waveshape Controls



-
-
Item No STC-205AC/DC Rated Input Voltage 1PH ~110V/ 230V ±15% Max. Load Power Capacity TIG: 5.63KVA MMA: 6.60KVA PAC: 8.20KVA Rated Duty Cycle(40℃) 60% TIG: 200A/18V MMA: 160A/26.4V PAC: 50A/105V 100% TIG: 160A/16.4V MMA: 130A/25.2V PAC: 40A/100V Welding Current/Voltage Range TIG: 5A/10.2V~200A/18V MMA: 10A/20.4V~160A/26.4V PAC: 20A/90A~50A/105V Open Circuit Voltage MMA:70V~80V PAC:260V~290V Power Factor 0.8 Efficiency 80% TIG Pulse Peak Current 5A~200A Base Current 5A~200A Pulse Frequency 0.2Hz~200Hz Pulse Width (Ratio) 1~100% AC TIG AC Frequency Range 20Hz~250Hz AC Clean Width (AC Balance) +40~-40 AC Clean Ratio (AC Bias) % +30~-50 MIX TIG MIX Frequency: 0.1Hz~5Hz DC Balance: (%) 20-80 Arc-starting Current 5A~200A Crater-filling Current 5A~200A Current Up-slope Time 0.1S~15S Current Down-slop Time 0.1S~15S Pre-Gas Time 0.1S~15S Flow-Gas Time 0.1S~15S Spot Arc Time 0.1S~10S MMA Arc Force 10A~160A Hot Start Time 10A~160A Hot Start Current 0.1~3S PAC Required Air Pressure 0.3~0.5MPa Gas Pro-flow/Retard Time 1S~15S Quality Cutting Thickness(500mm/min) 12mm Severance Cutting Thickness(125mm/min) 22mm Dimension (LxWxH) 410x190x305mm Weight (KG) 26KG
- For Standard accessories

TIG torch:TIG-26

Plasma torch: HT-50CB
Current: 50 Amp, Ignition: HF
Electrode holder with cable 2M
Earth clamp with cable 2MFor Optional accessories
BINZEL ABITIG ® GRIP 26

Argon gas regular

Trolley:WT-100

Foot Pedal

Plasma torch: Trafimet S25
Current: 25 A,
Ignition: Without HF
Water-cooling unit: WC-100
-
-
Q:Are you a factory or a trading company?
A: We are factory with more than 10 years manufacturing experience and we provide perfect OEM and after-sale service.
Q:How can I pay my order?
A: We accept T/T, Western Union, Alibaba Trade Assurance payments. For those orders less than 1000USD, we accept PayPal to pay.
Q:How about your warranty?
A: We offer 3-year product life guarantee ,and a generous 1 year warranty on al purchases that begins with the bill of lading.
Q: Do you have a CE certificate?
A: For every model of machine, it has a CE certificate.
Q:How can I get the quotation?
A: We usually quote within 24 hours after we get your inquiry. If you are urgent to get the price,please send the message on trade management or call us directly




- Phone
- *Title
- *Content
- Loading...